全固態電池產業化進程正加速推進,多家企業宣布計劃于2027年實現小批量裝車,標志著這一技術即將進入規模化應用階段。業內分析指出,2025至2026年將成為中試生產線設備需求快速增長的關鍵期,工藝驗證、設備調試與工程定型將在此階段集中完成;2027至2030年,GWh級產能建設將逐步啟動,推動行業進入規模化生產新周期。
硫化物路線被公認為全固態電池性能潛力最大的技術方向。豐田在該領域深耕多年,累計專利超過1300項。國內寧德時代、比亞迪、一汽等企業也正集中攻克硫化物技術難題。然而,硫化物路線對生產環境要求極為嚴苛,尤其是對濕度和氧氣極度敏感,遇濕會釋放有毒且易爆的硫化氫(H2S)氣體,這對生產線環境控制和氣體處理技術提出了極高挑戰。
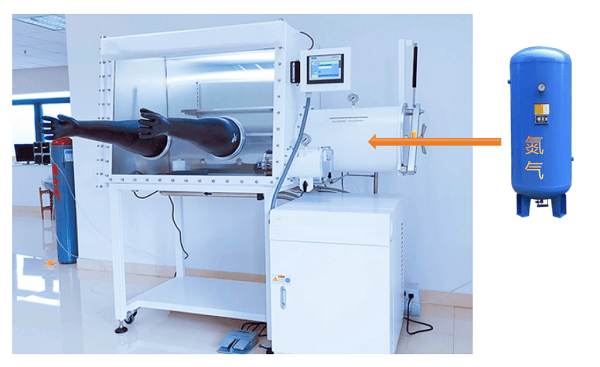
全固態硫化物體系電池生產過程中產生的硫化氫氣體主要分為高濃度和低濃度兩類。高濃度硫化氫(約10ppm及以上)多源于工藝單元,低濃度硫化氫(1-5ppm)則源于空間擴散。目前,實驗室和小型中試線普遍采用惰性氣體保護系統,搭配超低露點與超高密封性閥門、管道和密封件,通過抑制硫化氫產生來控制風險。但這種方法在規模化生產中成本過高,難以推廣應用。
針對中試生產線高濃度硫化氫場景,轉輪吸附法可實現深度凈化。經除塵設備預處理后,該技術能將出口硫化氫濃度降至接近零的水平。對于生產車間中低濃度硫化氫氣體,則可通過除濕系統的負壓回風帶入除濕機內部處理。除濕機內置活性炭過濾器或除硫轉輪,可先吸附硫化氫再進行除濕。
活性炭吸附技術具有設備簡單、無需再生能源等優勢,適用于低濃度場景,但存在初投資大、維護成本高、需定期更換(1-3個月一次)、產生危險固廢等劣勢。活性炭對風速要求嚴格(一般需低于0.5m/s),在緊湊空間或高風速環境下應用受限。例如,風速2m/s時,活性炭過濾段長度需達10米;風速0.5m/s時,雖長度可縮短至2.5米,但橫截面積會大幅增加。
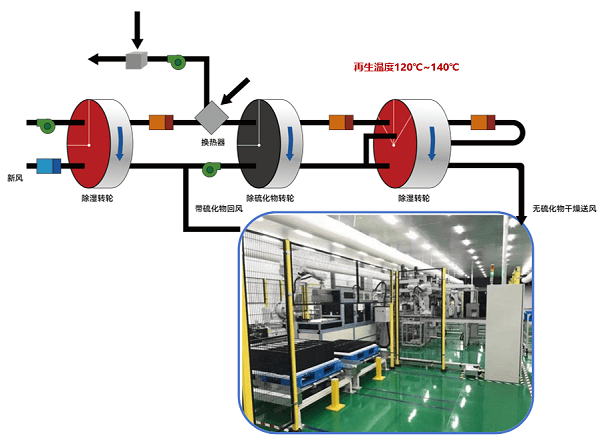
除濕系統中的除硫轉輪技術分為單轉輪、雙轉輪和多級轉輪三種方案。單轉輪結構簡單、體積小、成本低,適合空間緊湊的場所;雙轉輪適用于大風量場景,再生溫度較低(120-140℃),運行能耗比單轉輪低30%-50%;多級轉輪則適合超低能耗需求,再生溫度僅70-90℃,可適配低品位熱源。業內人士指出,除塵與除濕系統因硫化氫問題需深度耦合,除塵設備后端和除濕設備前端或中段均需增加除硫功能,以減輕整體處理壓力。
普沃思自主研發的H2S吸附轉輪技術因無需定期停機更換且不產生危廢,已吸引多家電池企業關注。該技術通過優化材料配方和轉輪結構,實現了高效吸附與長壽命運行。露點控制與硫化氫處理存在平衡關系:露點越低,硫化氫產生量越少,但對應風量增大、能耗升高;若硫化氫處理能力充足,可適當提高露點以降低能耗。
規模化生產中,除塵與除濕系統的除硫方案主要有三種:活性炭+金屬氧化物復合吸附、H2S吸附轉輪單獨應用或組合應用。經濟性對比顯示,活性炭方案初投資較低但運行成本高,轉輪方案初投資較高但維護成本低,長期運行更具優勢。具體選擇需根據產線規模、能耗要求及環保標準綜合評估。